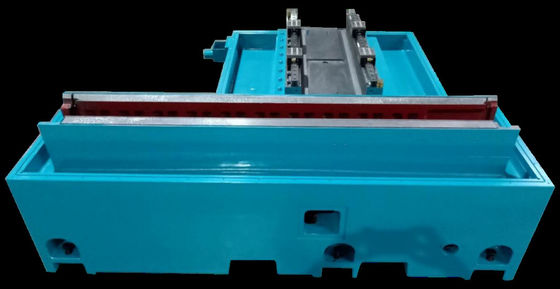
GP32- Wysoka sztywność i wysokiej jakości podstawa
Wysoka sztywność i wysokiej jakości podstawa:
1Koncepcja konstrukcyjna podstawy maszyny i głównych konstrukcji:

Podczas szlifowania najważniejsze jest utrzymanie precyzji, która zależy raczej od stabilności termicznej niż od antywibracyjnej.Sam żelazo ma bardzo niski współczynnik rozciągania cieplnegoW trakcie szlifowania powstaje dużo ciepła, które może być przeprowadzane równomiernie przez podstawę żelaza, w ten sposób,maszyna jest utrzymywana w stabilnym stanie termicznym.
Wszystkie główne części konstrukcyjne wykonane są z wysokiej jakości żeliwa lub stali, w tym głowicy koła, głowicy roboczej, części ogona, wrzutowców i uchwytów łożysk.To zapewnia ciało maszyny z ciągłych i podobnych materiałów, a także stabilna stabilność termiczna.
Wszelkie zmiany cieplne w krótkim czasie zostaną skompensowane poprzez podstawę maszyny z żeliwa, która jest lepsza niż te wykonane ze stali lub granitu sztucznego.
Poza tym konstrukcja żelaza odlewanego ma wysoką sztywność i dobrą wchłanianie wibracji, lepsze niż granit wytworzony przez człowieka.
2. Podłużne (oś Z) i poziome (oś X) kierownice pełnego wsparcia:
Powierzchnia opierająca stolik roboczy ma kształt litery V z jednej strony i jest płaska z drugiej strony.Powierzchnie przesuwne są poddawane ręcznemu łopataniu dla wysokiej precyzjiPrzewodniki przesuwne są pokryte powłoką Turcite®, która jest samooszlifująca, a także o bardzo niskim współczynniku tarcia.
3Źródło i śruby kulkowe:
Na stole roboczym (osio Z) wykorzystuje się łożyska o bardzo wysokiej precyzji wraz z wysokiej precyzji śrubą kulkową i matią japońskiego standardu THK.
4.Wskazówki poziomego zasilającego (okoła osi X zasilającego głowicę koła):
5.powtarzalność osi X i dokładność pozycjonowania (laserowy interferometr Renishawa):
Przewodniki liniowe są stosowane w poziomej osi X, aby zapewnić ruch liniowy o wysokiej precyzji i niskiej
tarcie.Przewodnik przesuwny typu rolka ma bardzo wysoką zdolność obciążeniową.Sodick linearny silnik może wyeliminować wibracje podczas poruszania się nad zmianą magnesów.Maksymalna siła pchnięcia w krótkim czasie: 1660-3060N.Haidenhain wzrost siatki linijka z rozdzielczością na poziomie nano, zapewnia precyzję podawania osi X, aby zmniejszyć błąd interpolacji.
6.Głowa szlifująca o wysokiej precyzji i wysokiej sztywności łożyska hydrostatyczno-dynamicznego:
Opis urządzenia:
1. Karoseria i komponenty są odlewane przez Milhanna wysokiej klasy żeliwa FC30, który jest sztucznie znormalizowane obróbki cieplnej, a następnie poddawane leczeniu przez naturalne starzenie.MITSUI SEIKI, TOSHIBA, ELB i innych światowej klasy sprzętu po zacisnięciu przetwarzania.
2Ścieżki kierownicze maszyny i precyzyjne śruby kulkowe są ciągle smarowane przez automatyczny system smarowania, aby zapewnić dłuższą żywotność i dokładność.System chłodzenia jest oddzielony od ciała w celu wyeliminowania wibracji i korzystnego rozpraszania ciepła.
3Wyposażony w automatyczny system szlifowania Siemens 828D CNC, a także w drugorzędny rozwój, dialog człowieka z maszyną, z wieloma opcjonalnymi urządzeniami do wyboru,włącznie z wewnętrznym urządzeniem do szlifowania otworów, automatyczne urządzenie do pomiaru końca, automatyczne urządzenie do pomiaru średnicy zewnętrznej itp.
4System podawania do szlifowania składa się z V i płaskiej ścieżki ręcznie wykonanej precyzyjnej łopatki, z automatycznym systemem smarowania i precyzyjnym wiertłem do szlifowania na poziomie C3,który może osiągnąć płynny ruch, doskonała dokładność powtórnego pozycjonowania i długa żywotność torów.
5. Standardowa konfiguracja węgla szlifującego to konstrukcja łożyska cztery tylne i dwa tylne.o pojemności nieprzekraczającej 10 W, wysoka sztywność dynamiczna, dobra odporność na drgania, wysoka wydajność szlifowania i dobra jakość powierzchni szlifowania.do 3500 obrotów na minutę i 60 m/s.
6Siedzenie tylne jest zaprojektowane tak, aby było zarówno sztywne, jak i wytrzymałe.Siła podciągania cylindra przesuwnego może być łatwo zmieniana przez przyciski regulacyjne z tyłuSpecjalne akcesoria siedzisko ogonowe pod ciśnieniem oleju z pedałem ułatwiającym rozładunek części roboczych.
7.System sterowania numerycznego Siemens jako standardowa konfiguracja, po wtórnym rozwoju, cały chiński interfejs operacyjny, łatwy w obsłudze.system CNC i układ napędowy mają lepszą kompatybilność, jednocześnie z automatyczną funkcją naprawy piasku i automatycznej funkcji kompensacyjnej, aby zapewnić stabilność i precyzję podawania i szlifowania.
Specyfikacja techniczna:
| Projekt |
Jednostka |
Model:FX32P-60CNC |
|
Pojemność przetwórcza
|
Maksymalna średnica obrotowa stołu |
mm |
320 |
|
Maksymalna odległość między
dwa kciuki
|
mm |
600 |
| Maksymalna średnica szlifowania |
mm |
320 |
| Maksymalne obciążenie między dwoma sercami ściernikowymi |
Kg (b) |
60 ((praca na górze)/20 (tylko pracownik) |
| Wielkość koła szlifowego (średnica × szerokość × otwór) |
mm |
455 × 38 ((32-50) × 127 |
| Prędkość koła szlifującego |
obroty / min |
1650 |
| Maksymalna prędkość liniowa koła szlifowego |
m/s |
40 ((szybkie koło szlifowe do 65) |
| |
Oczyszczanie szlifowania |
mm |
Typ automatyczny |
|
Głowa szlifierki
|
Kąt podawania |
Stopień |
90 |
| Prędkość napędu |
mm |
250 |
| osi X prędkość ruchu |
m/min |
6 |
| Minimalny zasilacz osi X |
mm |
0.001 |
|
Ramy głowy
|
Prędkość spindala |
obroty / min |
50 do 500 |
| Formularz wrzeciona |
|
Pozostałe urządzenia i urządzenia |
| Specyfikacja palca |
|
MT-4 |
|
Siedzenie tylne
|
Automatyczna odległość teleskopiczna |
mm |
40 |
| Specyfikacja palca |
|
MT-4 |
|
stolik roboczy
|
Oś Z prędkość ruchu |
m/min |
8 |
| Minimalny zasilacz osi z |
mm |
0.001 |
| Maksymalny przejazd |
mm |
550 |
| kąt obrotu |
Stopień |
+ 6/-9 |
|
Silnik
|
Silnik z węzłem koła szlifowego |
KW |
3.75/5.5 |
| Silnik zasilający osi X (servo) |
KW |
2.2 |
| Silnik zasilający w osi Z (serwo) |
KW |
2.2 |
| Silnik z wrotkiem ramy głowicy |
KW |
0.75 |
| Silnik pompy chłodzącej |
KW |
0.75 |
| Silnik oleju smarowego |
KW |
0.25*2 |
| Silnik pompy olejowej |
KW |
0.75 |
|
Pozostałe
|
Masa netto maszyny |
Kilogramowo |
3300 |
| Masa maszyny |
Kilogramowo |
3500 |
| Rozmiar opakowania (długość * szerokość * wysokość) |
mm |
2800*2000*2000 |

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!